李战武
我公司水泥磨使用的是成都利君CLF170100辊压机,冬季检修时对辊压机进行检修,对辊压机轴承检查更换方法总结如下:
1、轴承开盖检查前先对轴承盖上方等部位积灰杂物清理干净,避免杂质在拆卸过程进入污染轴承内润滑脂。
2、开盖后对每个滚珠表面进行检查是否有点蚀情况;使用自制滑针对轴承外圈滚道表面检查是否有点蚀。如有明显点蚀或剥落,必须进行轴承更换。

3、对轴承游隙进行测量,使塞尺能通过3个滚珠的实测值为准,与轴承游隙原始数据对比,判断轴承磨损情况。
4、检查轴承内圈与辊轴如有明显位移变化,需根据磨损情况进行锁套紧固或对轴进行修复,完成后对轴承压入辊轴深度测量记录,并在轴与轴承内圈部位做标记便于后期检查判断。

5、对轴承外圈上部与轴承座间隙进行测量,如有明显变化需查明原因进行处理。
6、检查完毕后对轴承端盖的润滑脂清理干净,并重新添加润滑脂后回装。
7、检查出的1#辊压机定辊减速机侧轴承外圈点蚀剥落情况,共计3处。

8、 拆除定辊万向联轴器和定辊减速机,减速机拆卸时使用牢固专用吊装索具垂直悬挂拆卸,缓慢起吊,注意安全。
9、辊压机减速机锁紧盘拆卸时,均匀松动螺栓防止因螺栓受力不均而断裂,造成严重的伤人事故。锁紧套螺栓松动完毕后,使用液压千斤顶松锁套,并固定好扭力支撑、顶出减速机。
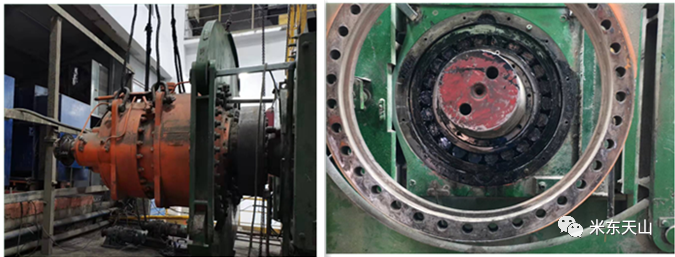
10、拆卸轴承前对滚轴吊起,使轴滚珠不受力即可,安装好专用拉杆及工装,使用200吨液压千斤顶适当加压拆卸,此时使用液压泵对轴承内圈打压到25Mpa,使内圈膨胀松动即可拆下。在拆卸时压力到20Mpa不在上升,我们发现轴承内圈只有一半位置有液压油流出,造成工装反复损坏,耽误拆卸时间,判断内圈与轴有粘连锈蚀。咨询厂家需要对轴承进行破坏性拆除,速度慢难度大,结合厂家意见我们讨论确定了将轴承内圈未出油部位转至下方,进行三个滚珠拆除,拆除后对轴承内圈进行局部割除加温,然后使用冷水极冷,通过此方法使轴承内圈在此部位炸裂松动,使用千斤将轴承顶出,提高了拆卸效率。

11、拆除后对轴承座油封更换,内部清洗,轴面及油道清洗干净,进行轴承回装。轴承回装前要检查轴承、测量轴承游隙,确认轴承合格后方可使用。对轴承清洗干净,将轴承吊平、对准,使轴承和轴、轴承座尽量保持同心,使用丝杠和千斤水平将轴承推入轴承座,到位后记录轴承内圈端面到滚轴端面的距离,使压紧环上的孔与轴承内圈上的液压螺孔对齐,均匀紧固压紧盘螺栓,防止轴承内圈偏斜卡在轴上,安装液压油管打压至25Mpa继续紧固螺栓,并测量轴承内圈端面到滚轴端面的距离,达到规定位置后,泄压半小时后测量轴承游隙并记录及标记,数据合格后对轴承进行补油回装端盖完成更换工作。辊压机轴承更换完成后,开启辅传慢动运行,运行过程单独对此轴承进行补油,定期检查标定每个轴承供油管出油情况,使辊压机轴承能得到充足的润滑。

今后,我们要加强对辊压机系统的日常检查和维护,要做到对设备的工作状况和使用性能及时了解,确保设备能长期安全运行。
(来源:米东天山水泥有限责任公司)