李慎华
无损检测(Non-destructive testing,NDT)是利用声、光、磁和电等特性,在不损害或不影响被检对象使用性能的前提下,检测被检对象中是否存在缺陷或不均匀性,给出缺陷的大小、位置、性质和数量等信息,进而判定被检对象所处技术状态(如合格与否、剩余寿命等)的所有技术手段的总称。无损检测是工业发展必不可少的有效工具,也在一定程度上反映了一个国家的工业发展水平。
常用的无损检测方法有涡流检测(Eddy Current Testing,ET)、射线照相检验(Radiographic Testing,RT)、超声检测(Ultrasonic Testing,UT)、磁粉检测(Magnetic particle Testing,MT)和渗透检测(Penetrant Testing,PT)和声发射(Acoustic emission,AE)等。
磁粉检测的适用性和局限性:
1)磁粉探伤适用于检测铁磁性材料表面和近表面尺寸很小、间隙极窄(如可检测出长0.1mm、宽为微米级的裂纹),目视难以看出的不连续性。
2)磁粉检测可对原材料、半成品、成品工件和在役的零部件检测,还可对板材、型材、管材、棒材、焊接件、铸钢件及锻钢件进行检测。
3)可发现裂纹、夹杂、发纹、白点、折叠、冷隔和疏松等缺陷。
4)磁粉检测不能检测奥氏体不锈钢材料和用奥氏体不锈钢焊条焊接的焊缝,也不能检测铜、铝、镁、钛等非磁性材料。对于表面浅的划伤、埋藏较深的孔洞和与工件表面夹角小于20°的分层和折叠难以发现。
磁粉检测(Magnetic ParticleTesting,MT)在滚动轴承行业应用非常广泛。磁粉检测是利用物理学中磁现象检测铁磁性材料零件表面和近表面裂纹或其他缺陷的方法。铁磁零件表面磁化时,若零件表层存在缺陷或材质不均匀,将使磁感应线改变方向,在强磁感应作用下,通过磁通在缺陷部位的泄漏形成磁极,此时在被磁化的零件表面喷洒磁粉或磁悬液就可能会出现表征缺陷态势的磁痕,从而判断零件表层是否存在缺陷。原则上要求利用磁粉检测装置对被检零件进行磁化、喷洒磁粉、观察、和退磁等4个方面的操作。但是在不要求退磁的场合,也可以不做退磁处理。根据被检零件的形状、尺寸、材质、表面状况、缺陷性质(种类、大小、位置、方向),可以适当调整检测装置的灵敏度,以便能进行高效、安全的检测。
磁粉检测方法依据不同的分类方法有多种分类,见表1。
表1 磁粉检测的分类
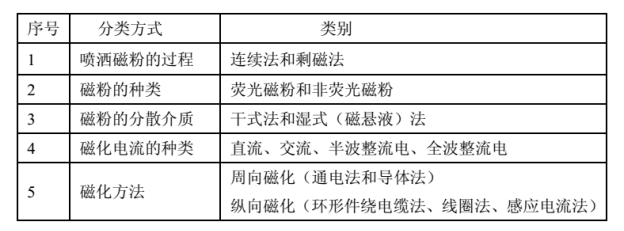
1、连续法和剩磁法
连续法是指被检零件磁化时同时对其完成喷洒磁粉/磁悬液的过程。连续法通常是断续性通电磁化,在施加磁粉/磁悬液的动作结束后才能断开磁化场。此时应对被检工件表面流动的分散介质形成的尚未消失的磁痕加以关注。采用连续法检测工件时应设定完成喷洒磁粉/磁悬液过程所需的通电时间。交流电流磁化方式仅限于使用连续法,直流和脉动电流磁化方式也可以使用连续法。连续法的磁化通电时间约为(1~3)s。
剩磁法是在完成被检零件的磁化操作后切断磁化场施加磁粉/磁悬液的方法。剩磁法的检测效率较高,根据剩磁法的基理可以对单个或多个中、小型零件同时进行检测。值得注意的是,在施加磁粉/磁悬液之前,使零件的被检面不要与其他强磁性体接触。冲击电流磁化方式仅限于剩磁法使用。直流、半波整流和全波整流磁化方式也可以使用剩磁法,在一般情况下,剩磁法的通电时间约为(1/4~1)s。
2、磁粉的种类
喷洒磁粉时,可按不同的观察方法,分为荧光或非荧光磁粉法
荧光法是以荧光磁粉作为显示材料,并要在暗室内使用荧光磁粉探伤机进行检测。在白光照度小于20 lx条件下,荧光与零件表面的本底可形成高达1000:1的比对系数,检测灵敏度高,宜采用此方法检测精密零件。在对荧光式磁粉探伤机进行现场检测时,应使用紫外线照度计检测发射的紫外线强度是否符合距离光镜表面40 cm处紫外线照射强度应大于1000μW/cm2的限定要求。
非荧光磁粉是以普通磁粉作为显示材料并在自然光照下进行检测,不易受光照条件的影响,其使用范围广泛。
3、磁粉的分散介质
喷洒磁粉时,可按不同的分散介质,分为干式法和磁悬液法。
由于受环境条件的限制,干式法的使用范围远小于磁悬液法。干式法是以所用磁粉和被检零件表面充分干燥为前提条件的。操作过程中,在零件表面应轻轻地吹拂并均匀散布适量的干磁粉,已喷洒的磁粉模态不应散乱。为了易于形成磁痕模式,可使被检零件的测试面轻微振动或喷洒足够量的磁粉后利用静态气流去除多余磁粉。
磁悬液法是以煤油、水等作为分散介质,需要时可加入适量的防腐剂和界面活性剂。应根据被检零件的磁特性、形状、尺寸、表面状态、被预测缺陷的形状、磁化方法和检测环境等条件选择磁粉和分散介质的种类、磁悬液中磁粉的分散浓度(磁悬液浓度)和喷洒方法。由被检测零件材质的表面状况和缺陷性质决定磁粉必须保持适当的磁性、粒度、浓度、分散性和色调,应使磁悬液缓慢、均匀地喷洒到被检零件的有效检测区域以使缺陷部位吸附磁粉。
磁悬液浓度应由磁粉装置搅拌槽内磁悬液实际使用位置的单位容积(100 ml)所含磁粉沉淀容积(ml)表示,可使用梨形沉淀管进行测量。测量磁悬液浓度方法为:取100 ml在搅拌内已经搅拌均匀的磁悬液倒入垂直放置的梨形沉淀管内,静置45 min以上,此时测量管内应呈现明显的分界线。规定荧光磁粉磁悬液浓度:(0.1~0.6)ml/100ml,非荧光磁粉磁悬液浓度:(1.2~3.0)ml/100ml。在检测中间,要避免磁悬液阻塞现象。
4、磁化电流值与峰值的换算
零件进行磁粉检测时,要求零件表面上Z小磁通密度应为1T,在相对磁导率高的低合金和低碳钢上达到该磁通密度的切向磁场强度为2 kA/m。对于低磁导率钢,需要更高的切向磁场强度,但如果磁化太强,可能会出现掩盖相关显示的虚假背景显示。
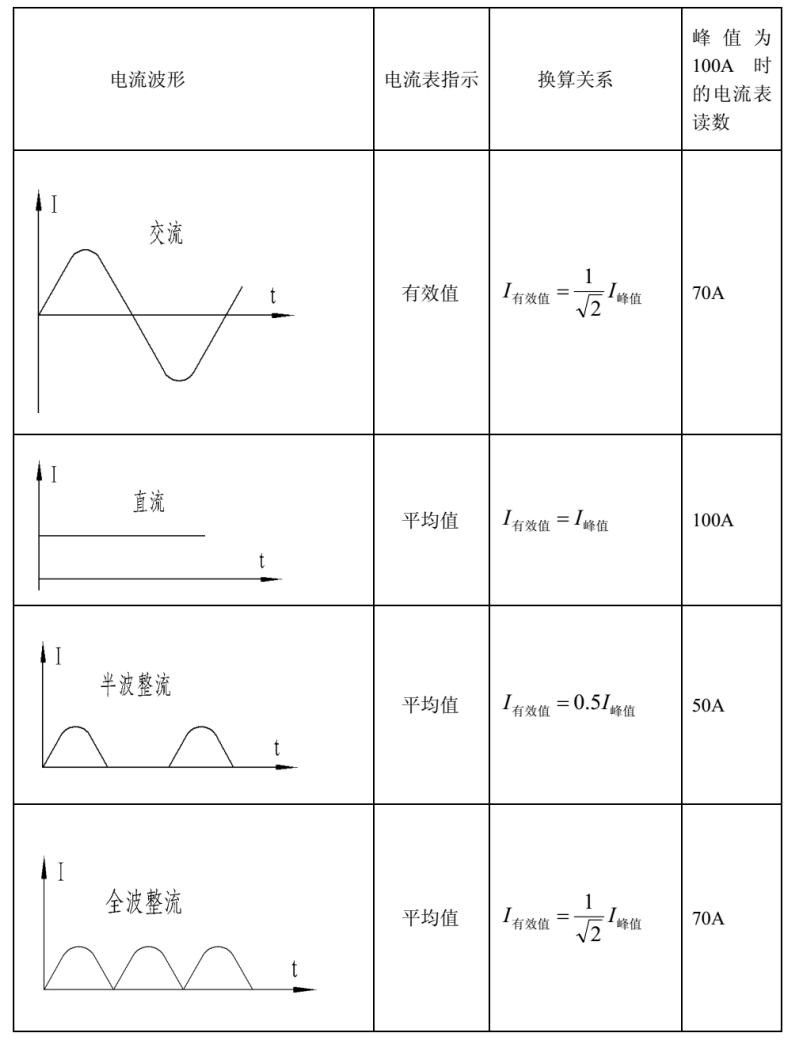
当磁化由随时间变化的电流产生时,要求采用有效值,如果磁化设备上的电流表显示的是平均电流时,其相应的各种波形的有效值由表2给出。
表2 各种波形的有效值
(来源:轴承杂志社)
(版权归原作者或机构所有)